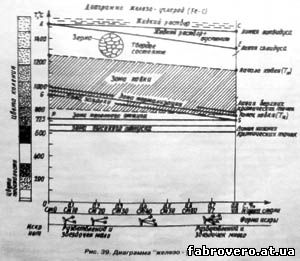
Температура плавлення заліза складає 1539°С. Нижня температурна границя кування залізних сплавів повинна бути більшою ніж 723°С (при такій температурі кристалічна решітка міняє свою структуру). Верхня гранична температура кування повинна бути на 100-150°С нижча за температуру плавлення, інакше починається різке збільшення зерна, що супроводжується зменшенням пластичності металу. Температура кування знаходиться в діапазоні 1200-1250°С.
Нагрівання металу повинно проводитися в чітко обмеженому температурному діапазоні. Слабий нагрів металічної заготівки утрудняє її кування через недостатню пластичність. частини недогрітої заготівки деформуються під молотком неоднаково, в результаті чого виникають тріщини і перекоси. Надмірний нагрів призводить до порушення зв'язків між зернами металу. В результаті метал втрачає пластичність, стає крихким і, нерідко, розколюється під першими ударами молотка. Крім того, під дією високої температури метал починає плавитися, через це в нижні шари проникає велика кількість вуглецю, викликаючи активне окислення металу і знижуючи теплопровідність, що значно зменшує швидкість нагрівання металу. Інтенсивність окислення металу залежить від температури нагріву - чим вища, тим швидше проходять окиснювальні процеси. Наприклад, найбільш інтенсивно сталь окислюється при температурі більше 900°С; при нагріванні сплаву до 1000°С швидкість окиснювальних процесів збільшується в 2 рази, а при 1200°С - вже в 5 раз. Окиснювальна плівка зберігається навіть під час кування металу.
Невеликий перегрів металу можна ліквідувати додатковим куванням з наступним повторним нагріванням до потрібної температури. Додаткове кування зменшує розмір зерен металу і повертає йому втрачену пластичність.
Для кожної марки сталі визначений свій температурний інтервал початку і кінця кування. В загальному це так: чим більше в сталі вуглецю, тим менший температурний інтервал і тим нижчі повинні бути температури початку і кінця кування. Кольорові метали мають ще менший інтервал. Найбільш широкий інтервал характерний для низьковуглецевих сталей: він становить до 500°С (при 1100-1300°С - початок кування і 800-900°С кінець). Якщо кування починають при температурі нагріву металу нижчій температури початку кування, то це призведе до утворення тріщин. Закінчують кування при температурі на 20-30°С вище температури кінця кування.
Для якісної обробки металу важно вміти визначити не тільки початкові та кінцеву температуру кування, але й тривалість нагрівання. На час нагрівання заготівки в горні впливають:
Діаметр заготівки;
Характер січення заготівки;
Вид палива.
Для художнього кування не рекомендується використовувати заготівки великого діаметру, так як вони потребують багато часу для нагрівання. Наприклад, щоб нагріти заготівку ø30 мм необхідно 8-15 хвилин, а для нагрівання заготівки із того ж сплаву, але ø50 мм необхідно 25 хв. Заготівки із круглим січенням нагріваються швидше ніж заготівки із квадратним січенням.
При довготривалому підвищенні температурі кування з поверхні металу починає вигорати вуглець. Такий виріб важко піддається гартуванню. Навпаки, дуже швидке нагрівання є причиною створення глибоких поперечних тріщин на поверхні металу. Це пояснюється тим, що поверхня заготівки вже нагрілася, в той час як внутрішні шари залишилися холодними.
темно-коричневий (видимий в темноті) темно-червоний (видимий в напівтемряві) темно-червоний (видимий на світлі) червоний (видимий при сонячному світлі) темно-вишневий кольору середньо-стиглої вишні вишнево-червоний світло-вишневий світло-червоний червоний середньої яскравості яскраво-червоний лимонно-жовтий світло-жовтий жовто-білий яскраво-білий сліпучий біло-блакитний
При вистиганні металу кольори розжарення міняються в зворотньому порядку.
Під час нагрівання заготівки необхідно слідкувати за тим, щоб всі його частини, що підлягають куванні мали однаковий колір.
Для художнього кування використовують низьковуглецеву сталь. А що робити ковалю, якщо в нього в наявності є тільки інструментальна сталь з високим вмістом вуглецю. Виявляється існує технологія, яка дозволяє зробити високовуглецеву сталь більш пластичною та ковкою. Така технологія називається відпал.
При відпалі інструментальну сталь нагрівають при температурі 650-900°С на протязі 2-3 годин. При закінченні вказаного терміну, горно відключають і заготівку повільно охолоджують, не виймаючи з горна. Чим довше заготівка буде вистигати, тим пластичнішою вона стане.
Із відпаленої сталі нерідко виготовляють інструменти для художньої обробки металу. Викуваний інструмент гартують повільним і рівномірним нагріванням до потрібної температури з швидким охолодженням у воді чи машинному маслі. Швидке охолодження необхідне для того, щоб запобігти небажаним структурним змінам в металі. Вуглецеві сталі, як правило, охолоджуються в холодній воді, леговані - в маслі, а високолеговані - в потоці повітря. В ковальських і слюсарних інструментах, зазвичай, гартують тільки робочу частину.
В деяких випадках необхідно змінити не тільки структуру, але й хімічний склад верхнього шару стального виробу. для цього удаються до особливій хімічно-термічній обробці металу, при якій заготівка має вязку серцевину, і тверду та зносостійку поверхню. Є багато способів як це зробити, та ми розглянемо лише цементацію.
Цементація представляє собою насичення поверхні сталі вуглецем при нагріві і подальшим гартуванням з низьким відпуском. Як правило, цементації піддають низьковуглецеві (з вмістом вуглецю до 0,2%) і деякі леговані сталі. Ціль цементації - підвищити твердость та зносостійкость стальної поверхні. Середня глибина цементованого шару становить 0,5-1,5 мм.
Тверда цементація проводиться з допомогою густої пасти із 55% сажі, 30% кальцинованої солі, 15% щавелекислого натрію і води. Пасту наносять на ділянки, призначені для цементації. Після того як паста висохне, загітовку закладають в піч і витримують в ній 2-2,5 години при температурі 900-920°С. При твердій цементації товщина шару складає 0,7-0,8 мм.
Рідка цементація проводиться в печі-ванні, наповненій рідиною, в складі якої 75-85% соди, 10-15% хлористого натрію і 5-10% карбіду кремнію. Металічну заготівку занурюють на 1,5-2 години у цю ванну, нагріту до температури 850-860°С. При рідкій цементації товщина шару складає 0,3-0,4 мм. Газова цементація проводиться тільки в промислових умовах. Заготівку поміщають в суміш розжарених газів (метан і окис вуглець). Після циментації заготівку охолоджують разом із піччю, після чого загартовують при температурі 760-780°С і охолоджують в машинному маслі.


 Нагрівання металу повинно проводитися в чітко обмеженому температурному діапазоні.
Нагрівання металу повинно проводитися в чітко обмеженому температурному діапазоні. Для художнього кування використовують низьковуглецеву сталь. А що робити ковалю, якщо в нього в наявності є тільки інструментальна сталь з високим вмістом вуглецю. Виявляється існує технологія, яка дозволяє зробити високовуглецеву сталь більш пластичною та ковкою. Така технологія називається
Для художнього кування використовують низьковуглецеву сталь. А що робити ковалю, якщо в нього в наявності є тільки інструментальна сталь з високим вмістом вуглецю. Виявляється існує технологія, яка дозволяє зробити високовуглецеву сталь більш пластичною та ковкою. Така технологія називається 
